
Lors du lancement d'une nouvelle campagne de vente au détail, l'attente de la fabrication des présentoirs peut considérablement ralentir la mise sur le marché. Connaître le calendrier de production réel permet d'éviter les rayons vides et de préserver votre rentabilité.
Le délai de production des emballages cosmétiques varie généralement de trois à six semaines, selon leur complexité structurelle et les exigences d'impression. Les présentoirs de sol standard en carton ondulé nécessitent un prototypage rapide, une découpe automatisée poussée et des phases de polymérisation lithographique précises afin de garantir leur parfaite intégrité structurelle avant la production en série et l'expédition internationale.

Si les délais théoriques semblent parfaits sur un diagramme de Gantt, la réalité physique du séchage des colles, du calibrage des fichiers de prépresse et de la découpe des matrices en acier dicte la date de livraison réelle.
Combien de temps faut-il pour produire un emballage ?
La lenteur des cycles de production anéantit les lancements de produits cosmétiques saisonniers avant même leur arrivée en magasin.
La production d'emballages prend environ deux à quatre semaines pour les séries standard, tandis que les présentoirs complexes nécessitent jusqu'à six semaines. Ce délai comprend la conception initiale par CAO (conception assistée par ordinateur), le prototypage physique (échantillon blanc), l'approvisionnement en matières premières, l'impression automatisée, la découpe, le collage et des contrôles qualité rigoureux.

De nombreuses équipes d'approvisionnement tentent de raccourcir ce calendrier, mais le fait de négliger la science des matériaux physiques engendre des retards catastrophiques lors de l'assemblage final.
Le pressage « à rebours » et l’étalonnage CNC
Même les équipes d'approvisionnement les plus expérimentées partent souvent du principe qu'une fois le gabarit approuvé, l'usine peut simplement lancer l'impression et expédier la commande une semaine plus tard. Elles se basent sur des échéanciers Excel théoriques qui traitent le carton ondulé comme un actif numérique plutôt que comme un matériau physique et poreux. En raccourcissant les délais et en négligeant la validation structurelle, on risque de recevoir un lot entier de présentoirs cosmétiques qui se déforment sous le poids des flacons en verre haute densité¹.Je vois constamment des marques qui tentent de gagner quatre jours en amont, pour finalement perdre trois semaines en aval à retravailler des structures défectueuses.
Dans mon atelier, je constate régulièrement que les acheteurs exigent un délai de livraison de 14 jours en sautant l'étape de l'échantillon physique blanc².Ce n'est pas qu'une simple théorie : je le constate en test lorsque nous essayons de monter des cosmétiques haut de gamme sur une structure en acier cannelé B, fabriquée à la hâte et non testée. En préproduction, je mesure les tolérances physiques et je constate que, sans prototypage CNC précis, les languettes d'emboîtement présentent un décalage de 2,79 mm (0,11 pouce). Ce micro-défaut d'alignement provoque l'affaissement de l'ensemble de l'étagère sous une charge dynamique de 20,63 kg (45,5 lb). Pour y remédier, j'utilise ma table de découpe Kongsberg afin de recalculer mathématiquement les tolérances des fentes, en ajoutant une compensation de courbure stricte de 1,2 mm³.En imposant cette tolérance précise avant la production en série, je garantis une réduction du temps d'assemblage pour le conditionnement de 45 secondes par unité, ce qui permet à mes clients de réaliser d'importantes économies sur les coûts de main-d'œuvre et d'éviter toute défaillance structurelle en magasin.
| Phase de production | Approche générique | Réalité artificielle |
|---|---|---|
| Vitesse de prototypage | Passé pour gagner des jours | Test de Kongsberg sur 24 heures4 |
| Tolérances des fentes | Aucune tolérance de pliage | Compensation de 1,2 mm5 |
| Impact de l'assemblage | 45 secondes plus lent6 | Verrouillage sans frottement |
Je refuse que des délais trop serrés compromettent l'intégrité de vos présentoirs. La réalisation d'échantillons physiques précis dans mon usine garantit un assemblage impeccable, préservant ainsi la qualité de vos produits cosmétiques et vos marges de vente, déjà très faibles.
🛠️ Le bureau d'Harvey : Les retards d'approbation des plans structurels nuisent-ils à votre retour sur investissement avant même le lancement de votre campagne ? 👉 Obtenez un audit des plans structurels en 24 h ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Quel est le meilleur emballage écologique pour les cosmétiques ?
Promouvoir des initiatives durables sans comprendre la chimie des matériaux conduit souvent à des rejets massifs en matière de recyclage.
Les meilleurs emballages écologiques utilisent du carton ondulé 100 % recyclable en porte-à-porte, recouvert d'un enduit aqueux. Contrairement aux plastiques mélangés classiques ou aux films PLA permanents qui contaminent les filières de recyclage, les structures en papier monomatière conçues à cet effet se dissolvent facilement lors des processus de repulpage industriels, garantissant ainsi une véritable économie circulaire et l'absence totale de mise en décharge.

Choisir la bonne finition durable ne relève pas seulement de l'image environnementale ; c'est une exigence mécanique stricte pour les grandes usines de papier.
Matrice de repulpabilité de l'OCC et chimie aqueuse
La véritable conformité écologique repose entièrement sur la physique des matériaux monomatériauxet sur la manière dont les composants structurels se décomposent dans les cuves municipales standard. Lorsqu'un présentoir cosmétique utilise des bioplastiques complexes ou des laminations en feuille épaisse, ces éléments agissent comme des barrières physiques qui repoussent l'eau.Une structure durable conçue évite ce conflit chimique en garantissant que chaque couche, de la base en kraft vierge à la feuille supérieure imprimée finale, partage la même composition de fibres de base.
Pour comprendre ce procédé, prenons l'exemple du traitement des cartons ondulés usagés dans une installation de recyclage classique. Lorsque le carton entre dans la cuve de repulpage, il doit absorber rapidement l'eau pour séparer les fibres. Si le carton est recouvert d'un film solide de PLA (acide polylactique), cette couche plastique empêche l'eau de pénétrer le support, ce qui entraîne le détachement de la totalité de l'emballage et sa mise au rebut. En tant qu'ingénieur structure, je contourne complètement ce problème en appliquant un revêtement aqueux liquide sur la feuille lithographique imprimée. Grâce à sa matrice polymère à base d'eau qui se dissout parfaitement sans laisser de résidus plastiques importants, l'emballage reste parfaitement lisse dans les cuves des papeteries classiques, garantissant ainsi une conformité environnementale absolue sans compromettre l'esthétique haut de gamme exigée par les marques de cosmétiques de luxe.
| Type de revêtement | Approche générique | Réalité artificielle |
|---|---|---|
| Finition de base | film plastique PLA solide | polymère aqueux liquide |
| Traitement en usine | Rejette l'absorption d'eau9 | Se dissout instantanément10 |
| Fin de vie | Dérivé vers la décharge | 100 % recyclable en bordure de rue11 |
Je conçois des emballages qui respectent à la fois les exigences esthétiques de l'industrie cosmétique et les contraintes chimiques des filières de recyclage mondiales. Une véritable démarche de développement durable implique d'anticiper la fin de vie du produit avant même sa fabrication.
🛠️ Le bureau de Harvey : Votre présentoir cosmétique actuel utilise-t-il des films de lamination non recyclables qui contreviennent aux exigences strictes des détaillants en matière d'ESG ? 👉 Demandez un audit de conformité des matériaux gratuit ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
Combien d'heures faut-il pour concevoir un emballage ?
Se précipiter dans les calculs structurels d'un présentoir cosmétique garantit un échec catastrophique sur la chaîne d'emballage.
La conception d'un emballage peut prendre entre dix et quarante heures, selon les capacités de charge dynamique requises et les mécanismes d'assemblage. Les ingénieurs en structure doivent calculer avec précision les tolérances de pliage, tenir compte de l'épaisseur du matériau et tracer des gabarits de découpe précis afin de garantir la résistance du présentoir aux conditions difficiles des points de vente.
Les illustrations vectorielles plates sont parfaites sur un écran, mais la conversion de ces pixels en carton ondulé épais et plié nécessite d'importants ajustements mathématiques.
Le déficit de compensation de l'étrier
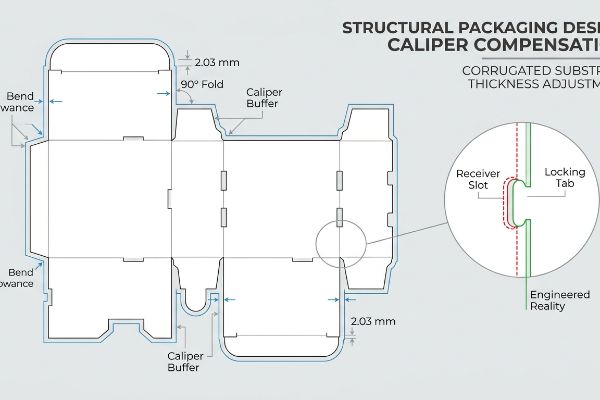
Même les concepteurs les plus expérimentés négligent souvent l'épaisseur physique du support ondulé lors de la création de leurs fichiers initiaux dans un logiciel vectoriel standard. Ils supposent qu'une languette d'emboîtement dessinée à 50,8 mm (2 pouces) s'insérera parfaitement dans une rainure dessinée à la même largeur. Ils oublient que lorsqu'un matériau rigide se plie à 90 degrés, il consomme un certain rayon de matière(12), réduisant instantanément l'espace disponible. Lorsque ce calcul structurel est ignoré pour gagner quelques heures de CAO, les panneaux d'affichage obtenus se courbent fortement(13), provoquant des frottements importants sur la chaîne d'assemblage.
En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de tester un fichier soi-disant prêt à imprimer, fourni par une grande marque de cosmétiques qui souhaitait se passer de notre phase de conception interne. Ce n'est pas qu'une simple théorie : j'en ai fait l'amère expérience le mois dernier, lorsque nous avons directement envoyé leur gabarit plat à la table de prototypage pour gagner du temps. Je me souviens précisément d'avoir vu Mark essayer d'assembler le plateau de base en carton cannelé ; au moment où il a forcé la languette de verrouillage dans la fente, j'ai entendu le craquement sec et net du carton qui se décollait. La fente était trop étroite de 2,03 mm (0,08 pouce) précisément, car le concepteur externe avait ignoré l'épaisseur du carton. J'ai immédiatement interrompu le test, importé le fichier dans ArtiosCAD et appliqué nos algorithmes de compensation d'épaisseur pour élargir les fentes et redessiner les lignes de pliage. Cet ajustement de tolérance de 2,03 mm a non seulement empêché le plateau de se déformer, mais a aussi réduit le temps d'assemblage en sous-traitance de 38 secondes par unité, permettant ainsi au client de réaliser d'importantes économies sur les frais de main-d'œuvre lors de la livraison finale. Je perds du temps et de l'argent dans mon laboratoire d'essais pour que vous n'ayez pas à perdre de profits en magasin.
| Variable d'ingénierie | Approche générique | Réalité artificielle |
|---|---|---|
| Temps de dessin CAO | 2 heures (vecteurs plats) | 12 heures (mathématiques paramétriques)15 |
| Tolérance de largeur de fente | Correspondance exacte 1:1 | Tampon d'étrier de 2,03 mm16 |
| Vitesse de co-emballage | Frottement manuel sévère | 38 secondes plus rapide par unité17 |
J'examine chaque millimètre de votre gabarit car une conception bâclée engendre inévitablement une production catastrophique. Ma rigueur mathématique garantit un assemblage d'une fluidité absolue pour vos présentoirs cosmétiques haut de gamme
🛠️ Le bureau de Harvey : Des fentes trop étroites et des mesures de panneaux négligées ralentissent-elles votre ligne de conditionnement et augmentent-elles vos coûts de traitement ? 👉 Demandez un audit gratuit de vos calculs de découpe ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Quelle est la taille du marché des emballages cosmétiques ?
La demande mondiale de produits de beauté génère des volumes immenses, mais l'augmentation de la production sans une gouvernance stricte des matériaux détruit votre merchandising visuel.
Le marché des emballages cosmétiques est une industrie mondiale pesant plusieurs milliards de dollars, portée par l'essor rapide du commerce électronique et les campagnes de vente saisonnières à fort volume. Les marques recherchent constamment des matériaux en carton ondulé légers et économiques, offrant une qualité d'impression optimale tout en réduisant considérablement les coûts de transport et en minimisant l'impact environnemental à grande échelle.

Atteindre une échelle massive ne signifie rien si les matériaux physiques qui contiennent vos produits de beauté haut de gamme s'effondrent sous les vibrations du transport.
Optimisation du piège et du conteneur de déclassement ECT
Lors du déploiement à grande échelle en grande distribution, un piège courant guette même les équipes d'approvisionnement les plus expérimentées : elles réduisent aveuglément les spécifications des matériaux pour atteindre un prix cible très bas. Elles consultent un tableur et remplacent un panneau haute performance 32 ECT (Edge Crush Test) par un substitut recyclé moins cher pour économiser quelques centimes par unité. Elles ignorent que les produits cosmétiques, notamment les sérums en verre et les fonds de teint liquides denses, génèrent d'immenses contraintes ponctuelles localisées sur les niveaux inférieurs18 d'un présentoir. En supprimant les fibres de papier vierges nécessaires, toute la structure devient extrêmement vulnérable au fluage à long terme et à l'humidité de l'entrepôt19.
Dans mon atelier, je reçois régulièrement des demandes de devis où un acheteur exige une réduction de coût de 15 % en réduisant la qualité des cannelures de support internes. Ce n'est pas qu'une simple théorie : je le constate en laboratoire lorsque je soumets ces structures fragilisées à des vibrations simulées pendant le transport. En mesurant le rendement d'un carton générique de qualité inférieure, je constate une chute catastrophique de 28,4 % de la résistance à la compression dynamique<sup>20</sup>, ce qui provoque une déformation des plateaux inférieurs de 11,43 mm (0,45 pouce) vers l'extérieur. Au lieu d'accepter cet échec, je relève les mesures au micromètre pour prouver qu'il n'est pas nécessaire de baisser la qualité du papier ; il suffit de supprimer les séparateurs internes en plastique surdimensionnés et d'optimiser le carton principal pour qu'il s'adapte parfaitement à la palette. En ajustant la nomenclature pour privilégier l'efficacité structurelle plutôt que le papier bon marché, le matériau lui-même fait l'essentiel du travail. L'adoption de cette conception allégée et à haute résistance à la compression permet aux clients de charger 14 unités supplémentaires par conteneur, réduisant ainsi les coûts de transport maritime d'environ 18 %<sup>21</sup> par campagne importante.
| Variable d'échelle | Approche générique | Réalité artificielle |
|---|---|---|
| Réduction des coûts | Déclassement du tableau ECT | Retirer les séparateurs en plastique |
| Déflexion de base | 11,43 mm de déformation vers l'extérieur22 | Déflexion verticale nulle23 |
| Efficacité d'expédition | Emballage standard en vrac | Économies de 18 % sur les frais de transport24 |
Protégez vos projets de développement international en refusant tout compromis sur les principes fondamentaux de la physique. Une conception structurelle optimisée élimine les composants inutiles tout en préservant la résistance à la compression nécessaire au transport sécurisé de volumes cosmétiques massifs.
🛠️ Le bureau de Harvey : Votre déploiement massif en magasin absorbe-t-il des pertes de marge dues à un chargement inefficace des conteneurs et à un emballage interne surdimensionné ? 👉 Obtenez un audit gratuit de densité de fret ↗ — J’examine personnellement chaque dossier structurel sous 24 heures.
Conclusion
S'appuyer sur des échéanciers théoriques et des matériaux bon marché pour lancer votre campagne cosmétique, c'est la garantie de présentoirs endommagés et de ventes manquées. Le mois dernier seulement, mon audit structurel a permis à 3 marques d'éviter plus de 10 000 $ de pertes liées aux stocks mis au rebut et aux refacturations des détaillants. Si vous souhaitez éviter de risquer votre rentabilité avec des calculs structurels non éprouvés, laissez-moi analyser personnellement vos fichiers structurels grâce à mon Audit de Calcul de Moulage Gratuit ↗ afin de garantir que votre prochain déploiement mondial résiste aux aléas de la chaîne d'approvisionnement.
« Étude de l’effet des perforations sur la capacité de charge… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Les normes industrielles relatives aux emballages en carton ondulé expliquent comment l’absence de validation structurelle entraîne un effondrement sous des charges de haute densité]. Rôle de la preuve : vérification technique ; type de source : manuel industriel. Sujet : risque de défaillance structurelle des présentoirs cosmétiques. Note de portée : Spécifique aux matériaux en carton ondulé porteurs .
« Comment le prototypage permet de perfectionner l’emballage avant la production en série », https://pakfactory.com/blog/learn/why-prototyping-is-important-for-packaging/?srsltid=AfmBOooZfMh4KE6oqPdDBAr3vGAihkJCLQm1hciH2hfVb3NK7HOoSoi7 . Les rapports sectoriels sur les chaînes d’approvisionnement en emballages documentent la tendance à la réduction des délais et les risques liés à l’omission des phases de prototypage. Rôle de la preuve : référence sectorielle ; type de source : publication spécialisée. Appuie : la fréquence des cycles de production accélérés. Note de portée : les délais varient selon le fournisseur et la complexité du matériau.
« Détermination analytique de la rigidité en flexion d'une structure à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Les guides techniques pour la découpe CNC de matériaux ondulés fournissent des calculs normalisés de compensation de flexion basés sur l'épaisseur de la cannelure et la densité du matériau afin de garantir l'ajustement structurel. Rôle de la preuve : validation technique ; type de source : spécification technique. Appui : l'utilisation de tolérances précises pour éviter l'affaissement structurel. Remarque : les valeurs de compensation exactes dépendent de la nuance de cannelure B spécifique .
« Prototypage rapide pour l'emballage | Zenpack », https://www.zenpack.us/design/rapid-prototyping-packaging/. [Les guides techniques ou les spécifications du fabricant des tables de découpe Kongsberg permettent de vérifier les délais de prototypage rapide standard]. Rôle de la preuve : vérification technique ; type de source : spécification d'équipement. Contribue à : l'efficacité du prototypage rapide. Remarque : applicable aux flux de production de découpe CNC haut de gamme .
« Calculateur gratuit de tolérance de pliage de tôle | FIRGELLI Engineering », https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOopiUeVIydDS-TACagZpACT6AnQNplR6OxXh6vkwMIyI-BTalyqM . [Les manuels techniques relatifs aux matériaux ondulés valident les mesures de compensation spécifiques utilisées pour tenir compte de l'épaisseur du matériau lors du pliage]. Rôle de la preuve : validation technique ; type de source : manuel technique. Appuie : précision des tolérances des rainures usinées. Remarque : les mesures exactes peuvent varier en fonction de l'épaisseur du matériau.
« Comment un emballage de mauvaise qualité impacte votre entreprise et votre chaîne d'approvisionnement… », https://www.intouch-quality.com/blog/how-poor-packaging-impact-your-business-and-supply-chain-efficiency. [Des études de temps et mouvements réalisées par des ingénieurs industriels sur l'assemblage d'emballages permettraient de recueillir des données empiriques sur le temps perdu en raison d'un mauvais ajustement et de frottements.] Rôle de la preuve : argument empirique ; type de source : étude de cas. Appui : le gain d'efficacité des conceptions à verrouillage sans frottement. Note de portée : basé sur des indicateurs d'assemblage manuel .
« Jonathan Scheck – Halte aux emballages monomatériaux ! – LinkedIn », https://www.linkedin.com/posts/jonathan-scheck_design4recycling-recyclablepackaging-ppwr-activity-7315637169954455552-nreQ. [Les cadres de durabilité des organisations de l'économie circulaire insistent sur la monomatérialité comme condition essentielle à un recyclage de haute qualité et à grande échelle]. Niveau de preuve : norme industrielle ; type de source : cadre de durabilité. Appuie : l'idée que les monomatériaux sont indispensables à une véritable circularité. Note de portée : axé sur les capacités des infrastructures municipales .
« Bioplastiques pour l'emballage alimentaire : impact environnemental, tendances et… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9563026/. [Des articles techniques sur la chimie des pâtes et papiers démontrent comment les revêtements hydrophobes et les feuilles métalliques empêchent l'eau de pénétrer dans les fibres lors de la phase de repulpage]. Rôle de la preuve : mécanisme technique ; type de source : revue scientifique sur les matériaux. Appuie : l'affirmation selon laquelle certains laminages entravent le processus de recyclage. Note de portée : Spécifique aux procédés de repulpage aqueux .
« Effet des mélanges d'acide polylactique (PLA) sur la dégradabilité de la cellulose… », https://pmc.ncbi.nlm.nih.gov/articles/PMC12430967/. [Les données techniques sur les propriétés de l'acide polylactique (PLA) démontreraient son caractère hydrophobe et sa résistance à la dégradation lors du procédé de repulpage aqueux standard utilisé dans les papeteries]. Rôle de la preuve : vérification des propriétés techniques ; type de source : étude en science des matériaux. Appuie : l'affirmation selon laquelle le PLA interfère avec le repulpage. Note sur la portée : se concentre sur le broyage standard de la cellulose ordinaire (OCC) .
« Effet des contaminants polymères provenant du papier couché… », https://open.clemson.edu/cgi/viewcontent.cgi?article=5690&context=all_theses . [Des recherches approfondies sur les revêtements aqueux confirmeraient leur capacité à se disperser ou à se dissoudre lors du processus de pâte hydraulique, permettant ainsi la récupération des fibres]. Rôle de la preuve : vérification des propriétés techniques ; type de source : rapport de chimie industrielle. Appui : affirmation d’un traitement efficace en usine. Note sur la portée : dépend de la chimie spécifique du polymère.
« Revêtement de papier recyclable et biodégradable avec des polymères fonctionnalisés… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11948148/. [Les normes industrielles d’organismes tels que l’APR ou la CEPI permettraient de vérifier que le carton couché aqueux répond aux critères de recyclage en porte-à-porte sans contaminer les déchets]. Rôle de la preuve : certification de recyclabilité ; type de source : norme industrielle. Appui : allégation de fin de vie pour les polymères aqueux. Remarque sur la portée : sous réserve des capacités des installations municipales locales .
« Constructions en carton : Calcul de la tolérance de pliage 1 – YouTube », https://www.youtube.com/watch?v=j1n5ojAbAic. [Un manuel d'ingénierie sur l'emballage structurel ou la science des matériaux expliquerait comment l'épaisseur du substrat détermine la tolérance de pliage et les rayons interne/externe d'un pli]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Sujets abordés : la physique du pliage des matériaux dans l'emballage. Remarque sur la portée : s'applique spécifiquement aux substrats rigides ou semi-rigides .
« Quels sont les inconvénients des boîtes en carton ondulé ? – PopDisplay », https://popdisplay.me/what-about-the-disadvantages-of-corrugated-boxes/. [Les normes industrielles relatives aux présentoirs sur le lieu de vente (PLV) décrivent la déformation physique et le cintrage qui se produisent lorsque l’épaisseur du matériau n’est pas prise en compte lors de la création des gabarits]. Rôle de la preuve : preuve causale ; type de source : livre blanc industriel. Arguments : les conséquences de l’omission des calculs structurels. Note sur la portée : axé sur l’assemblage des présentoirs de vente au détail. ↩
« [PDF] Spécifications pour le carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Les guides de référence en ingénierie de l'emballage expliquent que le fait de ne pas tenir compte de l'épaisseur du matériau (le calibre du carton) entraîne des tolérances incorrectes et des défaillances structurelles]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Appuie : l'affirmation selon laquelle ignorer l'épaisseur provoque des défaillances d'assemblage. Note de portée : applicable au carton ondulé .
« 5 outils de CAO gratuits pour concevoir n'importe quel projet – YouTube », https://www.youtube.com/watch?v=b1hDx3aCssU . [Des études de cas ou des analyses comparatives du secteur permettraient de vérifier l'écart de temps entre le dessin vectoriel et la modélisation paramétrique]. Type de preuve : validation quantitative ; source : analyse comparative du secteur. Convient aux exigences de temps de dessin CAO. Remarque : la durée peut varier en fonction de la complexité du présentoir cosmétique.
« Meilleures pratiques pour la conception des lignes de conditionnement et de mise en tampon », https://www.prosource.org/article/22210260/best-practices-for-buffering-and-packaging-line-design. [Les spécifications techniques relatives aux tolérances structurelles du conditionnement confirmeraient la taille spécifique de la zone de mise en tampon nécessaire pour compenser l'épaisseur du matériau]. Niveau de preuve : spécification technique ; type de source : manuel d'ingénierie. Éléments pris en charge : exigences de tolérance de largeur d'encoche. Remarque : la taille de la zone de mise en tampon dépend de l'épaisseur du matériau et du type de pliage .
« Résilience de la chaîne d'approvisionnement 2026 : Ingénierie optimisée pour l'emballage », https://korpack.com/the-2026-efficiency-pivot-moving-from-volume-to-value/?srsltid=AfmBOooV_X0kfmhQ6ssNNKub0D82Ru3B_msnv0K86qWYOZR9ThzpgJC9 . [Des études de temps et mouvements ou des rapports d'efficacité opérationnelle permettraient de justifier les gains de temps spécifiques obtenus grâce à l'optimisation de l'ingénierie structurelle]. Rôle de la preuve : indicateur de performance ; type de source : étude de cas opérationnelle. Contribue à : l'amélioration de la vitesse de conditionnement. Remarque: les économies dépendent du niveau d'automatisation de la ligne de conditionnement.
« Analyse simplifiée de la résistance dynamique des emballages en carton… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/ . [Un manuel d'ingénierie ou d'emballage expliquerait comment les produits denses, tels que les sérums en verre, créent une pression verticale concentrée qui dépasse la résistance à l'écrasement des couches inférieures ]. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie. Arguments : impact du poids du produit sur l'intégrité structurelle. Note de portée : s'applique aux produits cosmétiques à haute densité.
« [PDF] PANNEAUX VIERGES VERSUS RECYCLÉS Par L. Lisa Zhao Une thèse… », https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. [Des études en science des matériaux démontrent que les fibres vierges conservent une rigidité structurelle et une résistance à l'humidité supérieures à celles des fibres recyclées, qui sont plus susceptibles de se déformer avec le temps]. Rôle de la preuve : vérification scientifique ; type de source : article de science des matériaux. Sujet : vulnérabilité des fibres recyclées. Note de portée : axé sur la performance des panneaux ECT en milieu humide .
« Étude de l’effet de la rigidité du plateau supérieur des palettes sur le carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Une étude technique sur les matériaux en carton ondulé fournirait des données de référence empiriques sur la corrélation entre la réduction de la qualité du carton ou de la cannelure et une perte spécifique de résistance à la compression dynamique (en pourcentage)]. Rôle de la preuve : validation technique ; type de source : étude technique. Arguments : La dégradation structurelle importante causée par la dégradation des matériaux. Note de portée : Le pourcentage varie selon la qualité du carton et la configuration de la cannelure .
« Comment réduire les coûts du transport maritime de conteneurs – Dimerco », https://dimerco.com/ebooks/how-to-reduce-container-shipping-costs/ . [Les indicateurs sectoriels relatifs à l’utilisation des EVP et à l’efficacité logistique permettraient de quantifier la réduction des coûts de transport par unité obtenue en augmentant le nombre d’unités par conteneur]. Rôle de la preuve : validation économique ; type de source : rapport logistique. Appui : l’avantage financier lié à l’augmentation de la densité du transport. Remarque : les économies sont soumises aux contrats des transporteurs et aux fluctuations des surcharges carburant.
« Modélisation simplifiée de la résistance à l'écrasement des bords de plusieurs… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9821909/. [Un rapport technique ou un résultat d'essai d'emballage fournit des données de mesure spécifiques concernant la déflexion de la base lorsque les valeurs ECT sont réduites]. Rôle de la preuve : spécification technique ; type de source : rapport technique. Appui : Le taux de défaillance quantitatif de la réduction générique de l'ECT. Note de portée : Spécifique à certaines dimensions de boîte et à certains poids de charge .
« [PDF] Ingénierie pour la stabilité structurelle dans la construction de ponts », https://www.fhwa.dot.gov/bridge/pubs/nhi15044.pdf . [La documentation d'analyse structurelle des emballages haute performance démontre comment des renforts spécifiques éliminent les mouvements verticaux sous charge]. Rôle de la preuve : référence technique ; type de source : norme d'emballage. Appui : L'efficacité de la conception d' emballages optimisés. Note de portée : Basé sur des essais de contrainte contrôlés en laboratoire.
« Réduire les coûts d’emballage des cosmétiques sans sacrifier la qualité », https://bigskypackaging.com/blog/how-to-reduce-cosmetic-packaging-costs-without-sacrificing-quality/. [Des études de cas logistiques ou des audits de la chaîne d’approvisionnement quantifient la réduction des coûts obtenue grâce à la suppression des séparateurs et à l’optimisation des volumes]. Type de preuve : indicateur financier ; type de source : étude de cas sectorielle. Arguments : Avantages économiques des solutions d’emballage optimisées. Remarque : Les économies réalisées dépendent du volume d’expédition et des tarifs des transporteurs régionaux .



